



冷卻模具–了解沖頭和母模
冷沖壓模具在冷沖壓技術中具有決定性的作用。下面我們來了解一下冷沖沖頭:工作條件、沖頭和模具材料的要求、選材原則以及冷沖沖頭間隙大小的計算。
Chày cối dập nguội có vai trò quyết định trong công nghệ dập nguội. Cùng tìm hiểu về chày cối dập nguội: Điều kiện làm việc, yêu cầu về vật liệu làm chày cối, các nguyên tắc lựa chọn vật liệu cũng như tính toán độ lớn khe hở giữa chày cối dập nguội trong bài viết dưới đây
冷沖壓公母模砂漿概述
Tổng quan về Chày cối dập nguội
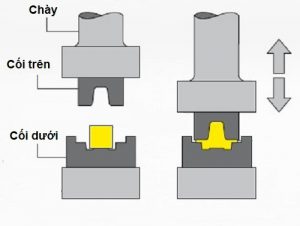
冷沖壓模具是冷沖壓模具的兩個主要部件,在冷沖壓過程中對成型起著決定性的作用。冷沖壓沖頭的製造需要經過仔細計算,才能通過冷沖壓製造出準確、多產、高效的產品,避免材料浪費。…
Chày cối dập nguội là 2 bộ phận chính của khuôn dập nguội, có vai trò quyết định trong tạo hình trong quá trình dập nguội. Việc chế tạo chày cối dập nguội cần phải được tính toán tỉ mỉ để gia công dập nguội tạo ra sản phẩm chính xác, có năng suất, hiệu quả cao, tránh lãng phí nguyên vật liệu….
工作條件
Điều kiện làm việc
在冷沖壓過程中,沖頭和模具除了承受很大的彎曲應力、衝擊力和摩擦力外,還要承受很大的壓力。
Trong quá trình dập nguội, chày cối phải chịu áp lực rất lớn, ngoài ra còn phải chịu ứng suất uốn lớn, lực va đập và lực ma sát.
接觸面積大,所以冷沖壓模具加熱不多。
Diện tích tiếp xúc lớn nên khuôn dập nguội không bị nóng lên nhiều.
沖壓公母模具的材料要求
Yêu cầu vật liệu làm chày cối dập nguội

在這樣的工作條件下,製作冷沖壓沖頭的材料必須滿足以下要求:
Trong điều kiện làm việc như vậy, vật liệu làm chày cối dập nguội phải đạt được những yêu cầu sau:
根據模具類型和工件材料(厚度、硬度…)選擇合適的沖孔材料。
Tùy vào loại khuôn và vật liệu phôi (chiều dày, độ cứng…) để lựa chọn vật liệu làm chày cối sao cho phù hợp.
硬度高
Độ cứng cao
例如:如果鋼坯是矽波紋鐵等硬質鋼板或厚度較大,則要求HRC硬度達到60,而薄鋼板則要求HRC硬度在56左右。(注意沒有. 讓 HRC 超過 62 因為在工作中沖頭和砂漿很容易碎裂,
Ví dụ như: Nếu phôi là lá thép cứng như tôn silic hay có độ dày lớn thì phải yêu cầu độ cứng HRC lên đến 60, còn đối với lá thép mỏng thì yêu cầu độ cứng HRC ở khoảng 56. (Lưu ý là không để HRC quá 62 vì chày cối sẽ dễ bị sứt mẻ trong quá trình làm việc),
耐磨性
Tính chống mài mòn
由於工作過程,杵必須承受很大的摩擦力。因此,必須選擇具有抗磨損性能的材料,以確保沖頭能承受千千萬萬次的沖壓。
Do trong quá trình làm việc, chày cối phải chịu lực ma sát lớn. Do đó, cần lựa chọn vật liệu có tính chống mài mòn, đảm bảo chày cối chịu được hàng ngàn, hàng vạn lần dập.
耐用性和韌性
Độ bền và độ dai
當冷沖壓模具必須在承受很大壓力和衝擊的環境中工作時,耐用性和韌性決定了它的壽命。對於大型沖壓模具,應額外注意淬透性的要求,淬火時體積變化小。
Độ bền và độ dai quyết định đến tuổi thọ của chày cối dập nguội khi nó phải làm việc trong môi trường chịu nhiều áp lực và lực va đập. Đối với khuôn dập lớn, cần chú ý thêm yêu cầu về độ thấm tôi và ít thay đổi thể tích khi tôi.
選擇材料的原則
Nguyên tắc khi lựa chọn vật liệu
-選擇完全滿足上述要求的材料。
Chọn vật liệu đáp ứng đầy đủ các yêu cầu đã nêu ở trên.
-材料必須是通用的,不能太貴,而且容易找到和更換。
Vật liệu phải phổ biến, không quá đắt tiền và dễ tìm kiếm, thay thế.
-具有良好的機械加工能力,不需要太特殊的工藝流程。
Có khả năng gia công cơ khí tốt, không yêu cầu quy trình công nghệ quá đặc biệt.
冷沖壓公母模間隙尺寸
Độ lớn khe hở giữa chày và cối trong dập nguội
沖頭與沖模間隙的大小取決於:材料、材料厚度、斷面質量要求和每個過程…
Độ lớn khe hở giữa chày và cối tùy thuộc vào: vật liệu, chiều dày vật liệu, yêu cầu chất lượng mặt cắt và từng nguyên công…
切割形狀、打孔的過程
Nguyên công cắt hình, đột lỗ
對於普通切割:沖模間隙為材料厚度的 8% – 10%。
Đối với cắt bình thường: Khe hở chày – cối là 8% – 10% chiều dày vật liệu.
精切:沖切砂漿間隙為材料厚度的1.5% – 2%。
Đối với cắt tinh: Khe hở chày – cối là 1.5% – 2% chiều dày vật liệu.
表格1:不同材料的沖壓間隙(%對應板厚)
Bảng 1: Khe hở dập cắt cho các loại nguyên liệu khác nhau (% tương ứng với chiều dày tấm nguyên liệu)
| NGUYÊN LIỆU 材料 | DẬP CẮT CHÍNH XÁC精密切割 | DẬP CẮT THÔNG THƯỜNG普通切割 |
| Thép mềm軟鋼 | 2~5 | 6~10 |
| Thép cứng硬鋼 | 4~8 | 9~15 |
| Thép silic矽鋼 | 4~6 | 7~12 |
| Thép không gỉ不銹鋼 | 3~6 | 7~12 |
| Đồng đỏ紅銅 | 1~3 | 4~7 |
| Đồng thau黃銅 | 1~4 | 5~10 |
| Đồng phốt-pho磷銅 | 2~5 | 6~10 |
| Bạc Đúc銀鑄 | 2~5 | 6~10 |
| Nhôm mềm軟鋁 | 1~3 | 4~8 |
| Nhôm cứng硬鋁 | 2~5 | 6~10 |
| Hợp kim sắt kẽm鋅鐵合金 | 2~4 | 5~8 |
- 對於普通切割沖壓,隨著板材厚度的增加,我們使用更大的間隙。
Đối với dập cắt thông thường, chúng ta dùng khe hở càng lớn khi chiều dày tấm nguyên liệu tăng.
當切削條件有利時使用較小的間隙,例如圓孔沖孔等
Khe hở nhỏ hơn được dùng khi điều kiện dập cắt thuận lợi ví dụ như dập lỗ tròn, .v.v.
當切削條件不好時使用較大的間隙,例如方孔沖孔等
Khe hở lớn hơn được dùng khi điều kiện dập cắt không tốt ví dụ như dập lỗ vuông, biên dạng .v.v.
如果我們對厚板或硬材料使用較小的間隙值,則很容易出現次切割區
Vùng cắt phụ có thể xuất hiện dễ dàng nếu chúng ta dùng giá trị khe hở nhỏ đối với tấm nguyên liệu dày hoặc nguyên liệu cứng.
在切割操作的情況下使用盡可能小的間隙值(精確沖壓)。
當切削條件不好時使用較大的間隙,例如方孔沖孔等
Dùng khe hở nhỏ nhất có thể (dập cắt chính xác) trong trường hợp các công đoạn cắt.
通常,雖然所有零件的間隙可以保持相同,但最近的經驗表明,最好改變局部間隙值以適應每種切削條件。在模具上不同,因此我們將限制沖頭和模具的磨損,以及產品的變形
Theo thông thường, mặc dù khe hở có thể để giống nhau trên tất cả các bộ phận, nhưng gần đây, kinh nghiệm cho thấy rằng tốt hơn chúng ta nên thay đổi giá trị khe hở từng phần cho phù hợp với từng điều kiện cắt khác nhau trên bộ khuôn, do đó chúng ta sẽ hạn chế được sự mòn của chày và cối khuôn, cũng như sự biến dạng của sản phẩm.
拉深模的過程
Nguyên công dập vuốt
普通拉深模:凸沖-凹冲間隙為材料厚度的100% – 105%
Dập vuốt bình thường: Khe hở chày – cối là 100% – 105% độ dày vật liệu.
拉沖、厚變薄:沖模間隙取決於產品和技術
Dập vuốt kéo dày thành mỏng : Khe hở chày – cối tùy thuộc vào sản phẩm và công nghệ
以上是關於冷沖壓沖床的信息匯總。希望本文分享的信息能幫助您更好的了解冷沖壓沖床,使冷沖壓過程更加便捷,帶來高效優質的產品
Trên đây là tổng hợp các thông tin về chày cối dập nguội. Hy vọng những thông tin được chia sẻ trong bài viết này sẽ giúp các bạn hiểu hơn về chày cối dập nguội, giúp quá trình làm khuôn dập nguội được thuận lợi hơn, đem lại hiệu suất cao và sản phẩm chất lượng